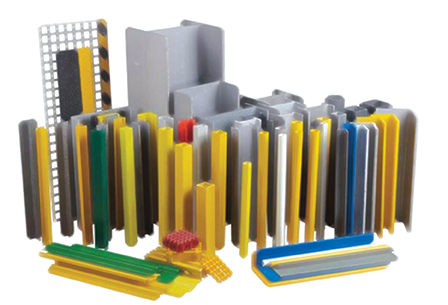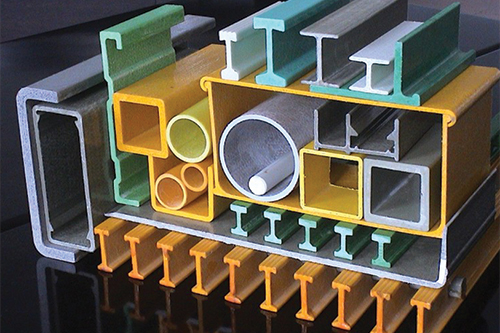
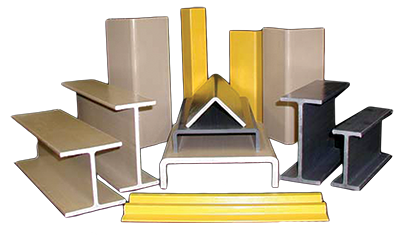
با توجه به نیاز روز افزون صنایع شیمیایی، نفت و گاز، برق و ساختمان به استفاده از محصولات با دوام، مقرون به صرفه و مدرن جهان، شركت فراپاكس شيراز به عنوان يك مجموعه پيشگام و دانش بنیان در صنعت كامپوزيت کشور افتخار دارد تا با در اختیار گرفتن فن آوری های نوین تأمین کننده نیاز صنایع کشور باشد. این شرکت با به بکارگیری فن آوری پالتروژن توانسته است تا با تولید محصولاتی نظیر پروفیل، تیر، میلگرد، سینی کابل، هندریل و گریتینگ از جنس (GRP Glass / fiber Reinforced Plastic)، ضمن ارائه راهکارهای مبارزه با خوردگی و صیانت از انرژی گام موثری در جهت بهرهوری اقتصادی کشور بردارد.


تکنولوژی پالتروژن
پالتروژن از جمله روشهای سریع تولید کامپوزیتهای تقویت شده با الیاف پیوسته میباشد که به کمک آن میتوان انواع پروفیل کامپوزیتی با مقطع ثابت را با سرعت بالا تولید نمود. این روش اولین بار در سال 1951 به کار گرفته شد. به دلیل وجود درصد بالای الياف و آرایش طولی الياف محصولات تولیدی به این روش دارای استحکام بسیار بالا، وزن کم و عمر طولانی به ویژه در محیطهای شیمیایی میباشند. . اين فرايند تا حدودي مشابه فرايند اكستروژن پلاستیکها و توليد پروفیلهای پلاستيكي است.
فرایند تولید کامپوزیت به روش پالتروژن
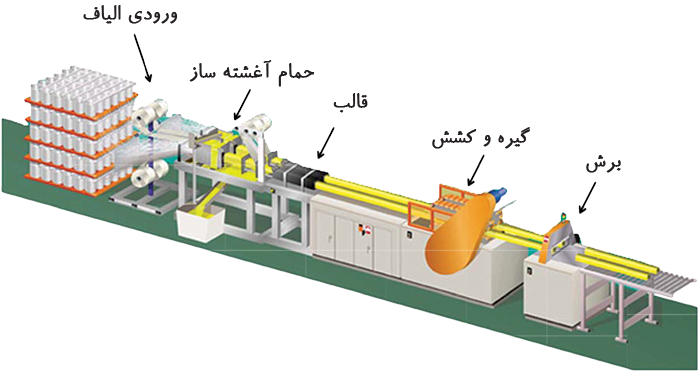
مرحله اول : ورودي الياف
الياف تقويت كننده به شكلي هستند كه بطور پيوسته فرآيند امكان پذير باشد. قفسه الياف پيوسته، اولين قسمت خط فرآيند ميباشد. بعد از قفسه الياف، قفسه نمد الياف شيشه یا پارچهها سطح قرار دارد. حركت الياف از ناحیه آغشته سازي ميبايست كنترل شود تا از هرگونه پيچش و گره و آسيب محفوظ بماند. این کار ميتواند توسط راهنماهاي فلزي، سراميكي و يا تفلوني انجام شود.
مرحله دوم : حمام آغشته سازی
آغشته سازی الياف تقويت كننده از اصول فرآيند پلتروژن ميباشد. غوطهوري در حمام يك راه براي اين كار است. در اين روش الياف از رو و زير ميلههاي آغشته سازی عبور داده ميشوند تا از هم باز، و به رزين آغشته گردند. معمولاً در ساخت پروفیلهای پيچيده، بعد از حمام و قبل از قالب، از صفحاتي براي شكل دادن به الياف آغشته به رزين، استفاده ميكنند. پوشش اين صفحات بايد از جنسي مناسب باشد تا از وارد ساختن هرگونه تنش به الياف آغشته ضعيف شده، جلوگيري به عمل آيد. معمولاً اين قطعات از جنس تفلون، پلي اتيلن با جرم مولكولي بسيار بالا، فولاد با پوشش كرم و يا آلياژهاي مناسب فولادي ميباشند.

مرحله سوم : قالب
قالب پلتروژن، قلب اين فرايند محسوب ميشود. چرا كه دما، كنترل كننده سرعت واكنش پخت، محل پخت رزين در قالب و شدت گرماي حاصل از پخت رزين ميباشد. قالب مورد استفاده معمولاً فولادی و دارای طول 30 الی 155 سانتیمتر است.

مرحله چهارم: گيره و كشش
حداقل 3 متر فاصله بين خروجي قالب و محل كشش ميبايست تعبيه شود تا قطعه فرصت سرد شدن پيدا كند و در برابر فشار گیره كشش تغيير شكل ندهد. سه روش براي كشش مرسوم است؛ كشش رفت و برگشتي متناوب، كشش رفت و برگشتي پيوسته و كشش توسط سيستم تسمه نقالهاي.
مرحله پنجم: برش
هر خط پیوسته پلتروژن احتياج به يك سيستم برش دارد تا طولهای مناسب از قطعه تحويل شود. هردو روش برش خشك و تر قابل استفاده ميباشند. ولي در هر حال تيغه برش ميبايست الماسه باشد. در صورتی که سرعت خط بالا باشد، تيغه برش همراه پروفيل حركت ميكند.
مواد اولیه
با توجه به خواص مورد نظر، میتوان از الياف و رزین های مختلفي استفاده نمود. الياف تأمين كننده خواصی چون استحكام كششي و ضربه، سفتي و مانند آن ميباشند ولي رزين تأمين کننده خواص فيزيكي مانند آتشگیری، مقاومت در برابر شرايط جوي، هدايت حرارتي و مقاومت شيميايي ميباشند. براي بهبود خواص نيز از انواع افزودنيها استفاده ميشود.
الياف:
در حقیقت الیاف بخش تقویت کننده (Reinforcement) کامپوزیت را تشکیل میدهند. در انتخاب الياف سه ويژگي مورد بررسي قرار ميگيرد:
1. نوع الياف( شيشه، آراميد و كربن)
2.شكل الياف (Roving, Mat, Fabrics)
3. آرايش الياف (چگونگی قرارگیری آنها در کنارهم)
الياف شيشه مرسومترین نوع الياف مورد مصرف ميباشند. الياف شيشه نوع الكتريكي ( E-grade )، استحكام كششي حدود 3450Mpa و مدول كششي 70Gpa و ازدياد طول 3 تا %4 دارند و با قطر و وزن مختلف در دسترس ميباشند. سطح الياف نيز متناسب با رزين كاربردي پوشش داده شدهاند. براي كاربردهاي خاص ميتوان از الياف نوع S يا R استفاده نمود.
رزین:
رزین بخش زمینه یا ماتريس پليمري (Matrix) کامپوزیت را تشکیل میدهند. غالباً در تولید کامپوزیت به روش پلتروژن از رزین های پلي استر غير اشباع (هر دو نوع ايزو و ارتو فتاليك) استفاده میشود. پلي استر مورد مصرف در فرآيند پلتروژن بايد امكان ژل شدن و پخت سريع را داشته باشد تا قطعه از قالب جدا شود و بيرون كشيدن آن به سهولت انجام پذيرد. ويسكوزيته رزین های معمول پلتروژن 500cP مي باشد. در مواقعی که نیاز به تولید محصولی با مقاومت خورندگي، خواص مكانيكي و حرارتي بهتري ميباشد، بسته به شرائط از رزین های ونیل استر و اپوکسی استفاده میشود.
مواد افزودني
در فرآيند پلتروژن پر کردن قالب اهميت فراواني دارد. براي اين منظور از پركننده یا فیلرها استفاده مي شود. از معمولترین فيلرها، كربنات كلسيم، سيليكات آلومينيم و هيدروكسيد آلومينيم را ميتوان نام برد. با توجه به ويسكوزيته فرمولاسيون، تا 50 درصد وزني فيلر استفاده ميشود. به منظور جدا شدن قطعه از قالب، ميبايست از يك عامل جداساز ( release agent ) استفاده شود. اين عامل نبايد كاملاً ناسازگار با رزين باشد و همچنين سازگاری آن به حدی نباشد كه به سطح قطعه مهاجرت نكند. در فرآيند پلتروژن ميتوان از انواع رنگدانهها، افزودنيهاي بهبود خواص حرارتي و ساير مواد مرسوم در صنعت كامپوزيت استفاده نمود.
مشخصات فیزیکی و شیمیایی پروفیلهای GRP تولید شده به روش پالتروژن در مقایسه با محصولات مشابه
| مشخصات فیزیکی و شیمیایی |
GRP
تولید شده به روش پالتروژن
|
PVC سخت | فولاد کربنی | فولاد ضد زنگ | چوب |
| وزن مخصوص | 1.8 | 1.38 | 7.8 | 7.92 | 0.52 |
| رسانایی دمایی | 24.4 | 6.4 | 1220 | 732 | 0.4 |
| ضریب انبساط خطی | 5.2 | 37 | 8 | 10 | 1.7 |
| حداکثر دمای کاری | 130 | 55 | 600 | 600 | 160 |
| مقاومت در برابرشعله | خوب | ضعیف | بسیار خوب | بسیار خوب | ضعیف |
| اسید | خوب | خوب | ضعیف | بسیار خوب | ضعیف |
| باز | خوب | نسبتاُ خوب | خوب | بسیار خوب | ضعیف |
| حلال ها | نسبتاُ خوب | ضعیف | خوب | بسیار خوب | نسبتاُ خوب |
| محیط های ساحلی | بسیار خوب | خوب | ضعیف | بسیار خوب | نسبتاُ خوب |
| در معرض فضای بیرونی | بسیار خوب | ضعیف | نسبتاُ خوب | بسیار خوب | نسبتاُ خوب |
| فاضل آب | بسیار خوب | خوب | ضعیف | بسیار خوب | نسبتاُ خوب |
| طوفان | خوب | ضعیف | نسبتاُ خوب | بسیار خوب | نسبتاُ خوب |